In Misch- und Dosieranlagen entscheidet die Dosier- und Mischtechnik oft über Taktzeit, Prozesssicherheit und reproduzierbare Qualität. Besonders bei sensiblen Rohstoffen und engen Zeitfenstern erhöht sich die Herausforderung, exakt zu verwiegen. Gleichzeitig sollen auch manuelle Schritte reduziert werden.
In dieser Case Study zeigen wir den Weg von einer klassischen Kippkübel-Lösung am Kneter hin zu einer synchron arbeitenden, vollautomatisierten Förderbandwaage – als skalierbarer Baustein für verlässliches Chargenmanagement.
Ausgangssituation
Der Kunde dosierte seine Materialien bislang über einen klassischen Kippkübel am Kneter.
Diese Vorgehensweise war im Alltag funktional, brachte jedoch mehrere Einschränkungen mit sich.


Die Folgen:
- Manuelle Dosierungsschritte
- Kein Vorverwiegen mehrerer Chargen möglich
- Permanente Bedienerpräsenz erforderlich
- Eingeschränkte Flexibilität im Produktionsablauf
- Potenzielle Materialverluste beim Kippen
Gerade bei sensiblen Rohstoffen und engen Taktzeiten führte dieses Verfahren zu unnötiger Personalbindung und begrenzter Prozesssicherheit.
Zielsetzung
Der Kunde suchte eine Lösung, die:
- Materialien kontrolliert und exakt vorverwogen bereitstellt
- Mehrere Chargen parallel vorbereiten kann
- Eine absolut synchrone, positionsgenaue Übergabe an das Zyklusförderband gewährleistet
- Rohstoffe kippfrei und materialschonend transportiert
- Flexible Abrufe für den Mischer ermöglicht
- Den Personalaufwand signifikant reduziert
Zusätzlich erforderlich war:
Ein integrierter Abzugsmechanismus für Gummistreifen inklusive automatischer Gewichtsregelung und definiertem Stopp beim Sollgewicht.
Die Lösung: Maßgeschneiderte Zyklus-Förderbandwaage
Um die Anforderungen der Misch- und Dosiertechnik abzudecken, wurde eine maßgeschneiderte Zyklus-Förderbandwaage integriert. Als Dosierbandwaage innerhalb der Misch- und Dosieranlage kombiniert das System strukturiertes Vorverwiegen, synchronisierte Fördertechnik und eine abschnittsweise Förderbandsteuerung zur automatisierten Materialdosierung im Zyklusbetrieb.


1. Vorverwiegen mit System
Das Vorverwiegen erfolgt in einem klar definierten System: Die Verwiegung findet ausschließlich auf dem ersten Bandabschnitt statt. Die Bedienlogik ermöglicht sowohl Einzel- als auch Summenverwiegung per Quittierung.
- Verwiegung ausschließlich auf dem ersten Bandabschnitt
- Einzel- oder Summenverwiegung per Quittierung
- Bis zu 7 Kneterchargen vorverwiegbar
- 6 auf dem Zyklusband
- 1 auf der Waage
Beispiel: Exakte Bestätigung eines Zielgewichts (z. B. 11,89 kg) vor Übergabe.
Ergebnis: Deutlich höhere Prozesssicherheit und reproduzierbare Chargenqualität durch die Förderbandwaage im Vorverwiegeprozess.
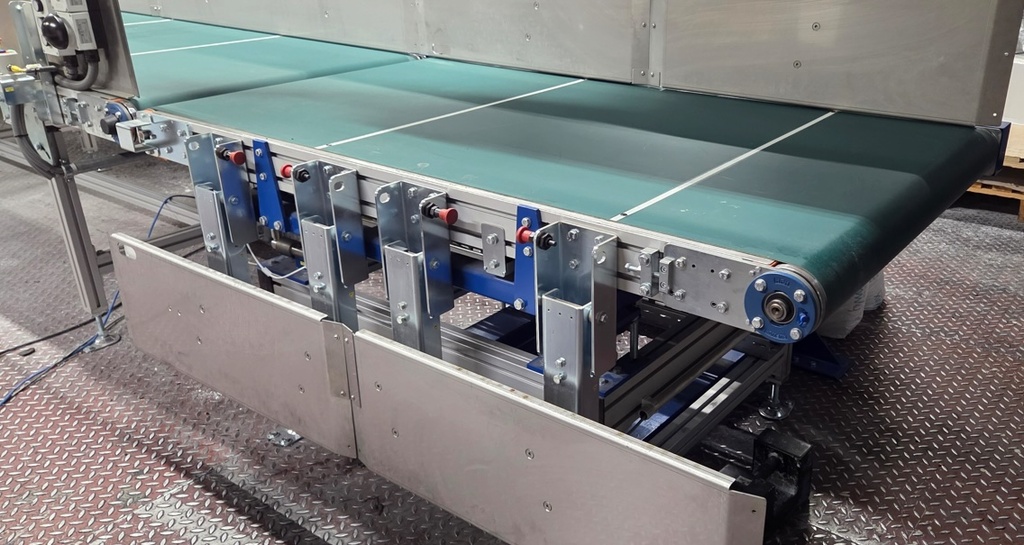
2. Synchronisierte Fördertechnik
Ein Kernelement der Lösung ist die synchronisierte Fördertechnik. Hier kommen separat angetriebene Förderbänder zum Einsatz, um die Übergaben stabil und positionsgenau zu halten – auch bei voller Beladung.
- Separat angetriebene Förderbänder
- Garantierte:
- Synchronität
- Positionsgenauigkeit
- Führungsgenauigkeit – auch bei voller Beladung
- Schonende, kippfreie Übergabe
Dies ist besonders relevant bei geöffneten Schmelzrohstoffsäcken oder empfindlichen Materialien.
➡ Kein Materialverlust. Kein unkontrolliertes Verrutschen. Maximale Stabilität.
3. Intelligente Abschnittslogik
Für mehr Flexibilität im laufenden Betrieb ist das System in optisch getrennte Förderabschnitte gegliedert. Diese Logik macht das Band nicht nur zu einer Förderbandwaage, sondern zu einem strukturierten Puffer- und Abrufsystem – passend für flexible Produktionsabläufe in der Dosier- und Mischtechnik.
- Optisch getrennte Förderabschnitte
- Vorladbar für mehrere Abrufe
- Jeder Abschnitt ausgelegt für:
- 2 übereinander gestapelte Ballen
- 800 × 450 × 150 mm (bis 300 mm Stapelhöhe)
Ein Rückwärtslauf des Eingabebandes ermöglicht eine optimierte Beladung. Freie Beschickungspositionen können flexibel genutzt werden, selbst ohne permanente Bedienerpräsenz.
➡ Deutlich erhöhte Anlagenflexibilität im laufenden Betrieb.
4. Integrierte Nachbearbeitung von Gummistreifen
Zusätzlich zur Verwiegung und Übergabe wurde ein Nachbearbeitungsmodus für Gummistreifen integriert. In diesem Modus werden zwei Abschnitte synchron weitertransportiert – vollständig automatisiert. Die Gewichtsregelung ist dabei so umgesetzt, dass automatisch vor Sollgewicht abgebremst und bei Zielgewicht gestoppt wird.

- Streifen belegen zwei Segmente
- Dicke: 3–12 mm
- Breite: 40–150 mm
- Geschwindigkeit: bis 40 m/min
- Automatisches Abbremsen vor Sollgewicht
- Automatischer Stopp bei Zielgewicht
- Manuelles Abschneiden
➡ Präzision bis ins Detail – ohne zusätzlichen Bedienaufwand.
Ergebnis für den Kunden
Der Kunde vollzog den Schritt von der manuellen Kippkübel-Lösung zur vollautomatisierten Zyklus-Förderbandwaage. Durch das strukturierte Vorverwiegen und die synchronisierte Übergabe entsteht ein stabiler, reproduzierbarer Ablauf, der besonders im Zusammenspiel mit Misch- und Dosieranlagen klare Vorteile bringt.
Konkrete Mehrwerte einer vollautomatisierten Förderbandwaage:
✅ Zeitersparnis durch strukturiertes Vorverwiegen
✅ Paralleles Chargenmanagement
✅ Deutliche Reduktion manueller Eingriffe
✅ Geringere Personalbindung
✅ Schonende Materialhandhabung
✅ Reproduzierbare Prozesse
✅ Höhere Prozess- und Planungssicherheit
Fazit
Die vollautomatisierte Zyklus-Förderbandwaage ist mehr als nur eine neue Dosierlösung.
Sie ist der zentrale Baustein für eine skalierbare, reproduzierbare und zukunftssichere Produktionsstruktur.
Durch das strukturierte Vorverwiegen und die synchronisierte Übergabe werden Chargen zuverlässig vorbereitet und bedarfsgerecht an den Prozess übergeben. Gleichzeitig sinkt der manuelle Aufwand im laufenden Betrieb, während Prozesssicherheit und Planbarkeit in Misch- und Dosieranlagen steigen.
Vollautomatisierte Zyklus-Förderbandwaage – ein klarer Schritt in Richtung:
Effizienz. Prozessstabilität. Industrie 4.0.